




Warp beam is the name of the warping machine attachment. Its size controls the warp beam's capacity and should be matched to the warping and sizing machines utilized. The width between the discs, the diameter of the side discs, the diameter of the shaft tube, the length of the shaft core, and so on are the primary dimensional parameters. The specs are geared at wide and large rolls, and the diameter of the side discs is frequently 700-1000mm. For processing tire cord, the width between warp discs can reach 5500mm, and the diameter of the side discs can reach 2500mm.
The productivity of the loom shed is affected by the quality of the warp beam. It is critical to prepare the warp beam during warping so that it can operate efficiently on the sizing and weaving machines. Because the number of end breakages on a warping machine is a direct indicator of warp beam quality, efforts are made to optimize the number of end breakages on a warping machine with respect to speed and beam pressure during warping. The number of breakages is significantly affected by warping speed and beam pressure. This effect varies depending on the count range of the warp yarn used in the warping procedure. The goal of this project was to determine the optimal speed and beam pressure for the fabric running in the loom shed.
Description of the process
There are several basic methods used to produce beamed yarns/strands:
DIRECT WARPING: Mostly used in electronic applications. To make section beams, a large number of ends drawn from a creel are wound onto a huge spool (beam) and placed on a warper. Then, a preset number of them are combined on a slasher to produce a loom beam, which will be employed in the following processing phase. A secondary sizing is added to the ends during the slashing operation to improve abrasion resistance. Some applications do not necessitate the slashing operation; section beams can be utilized immediately in the next textile process, or a predetermined number can be joined on a beamer to form a loom beam.
SECTIONAL WARPING: To construct a section, a sheet of ends drawn from a restricted number of packages is wound onto the cylinder of a sectional warping machine. When the needed number of warp end sheets for the appropriate fabric width have been completed and positioned side by side, all of the sections are rewound directly on a beam, resulting in the loom beam.
WARPING SIZING: A specific number of creel ends are directly sliced and wound onto a beam. The loom beams are then created by assembling the sliced section beams on a beamer.
Suntech Warp Beam is suitable for spun and filament yarn. Benninger,Karl mayer,Hakoba,West Point,Suker and other high speed sectional and conventional warping machines. Available Size: 800mm flange dia. to 1400mm dia. Working width: 1600mm to 2800mm.
Suntech Warp Beam:
1. Beam Barrel: Made by 20# Seamless Steel Pipe; Tensile Strength: 470-490Mpa; Elongation: 3.6%.
2. Flange: Made by ZL105 High Strength Aluminum Alloy; Material and Mechanical Property are higher than ZL104 Standard for imported components; Surface Anodic Oxidation Treatment.
3. Break Disc: Made by QT500-7 Nodular Cast Iron.
4. Precision after Assembly:
Barrel Jump <0.25mm per 1000mm
Flange Vertical Jitter <0.35mm
Balance Correction <30g
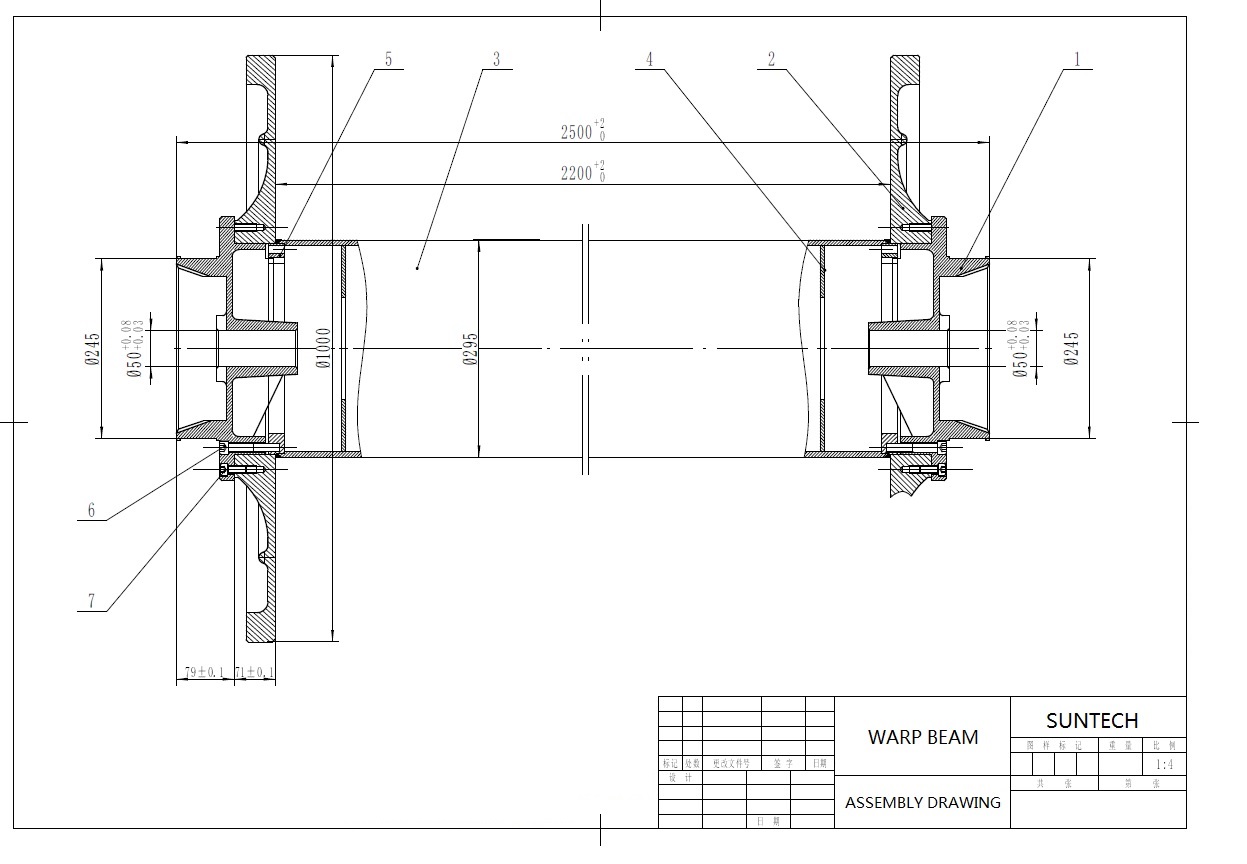
A Typical Drawing for Warp Beam:
SUNTECH has the capability to customize for any leading Warper brands in the world. Don’t hesitate and grab the opportunity to discover more at SUNTECH!