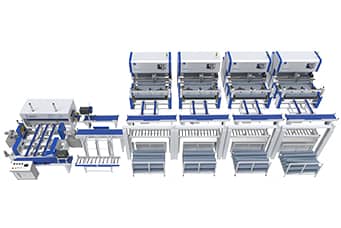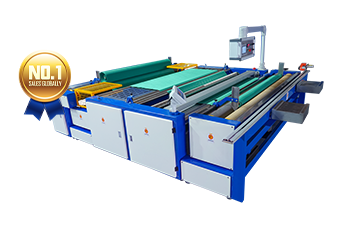





SUNTECH AI Visual Inspection & Automated Packing Solutions, makes highly automated process from fabric inspection to finished roll packing, helps you to achieve high standard delivery and end customer satisfaction.
Read More
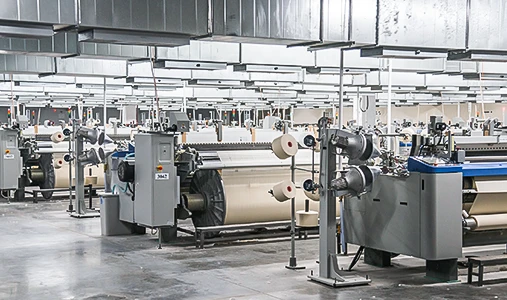
SUNTECH Automated Material Handling & Storage Solutions, includes computerized warp beam storage system, electric warp beam/big batch trolleys, AGVs, warp beams, and weaver's beams, ensuring high quality and advanced innovation.
Read More